Waterjet vs laser cutting: when to use each technology
Two technologies, one goal: the perfect cut
In modern industrial manufacturing, waterjet and laser cutting are the two dominant technologies for material processing. Both offer unique advantages, but choosing the right one can make the difference between an efficient project and one with unnecessary cost overruns.
At Cortalia, we have been working with both technologies for over 25 years. We operate 6 OMAX waterjet machines and 5 laser systems up to 30 kW, which allows us to advise with real-world knowledge on when each option is best suited.
How does each technology work?
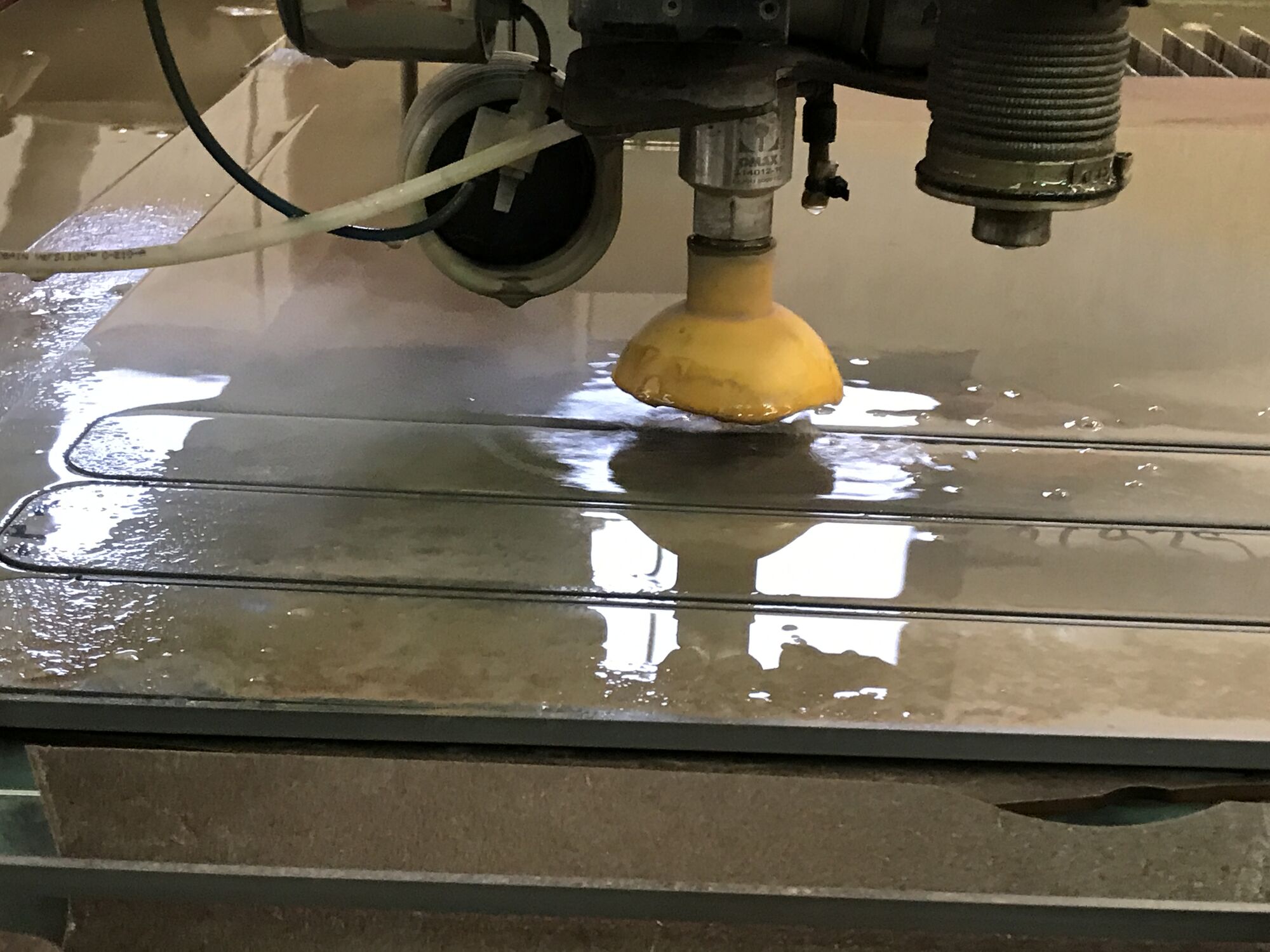
Waterjet cutting uses an ultra-high pressure water stream (between 3,000 and 6,000 bar) mixed with garnet abrasive. This jet erodes the material without generating heat, making it a cold cutting process. There is no heat-affected zone (HAZ), no thermal deformation, and no changes to the molecular structure of the material.
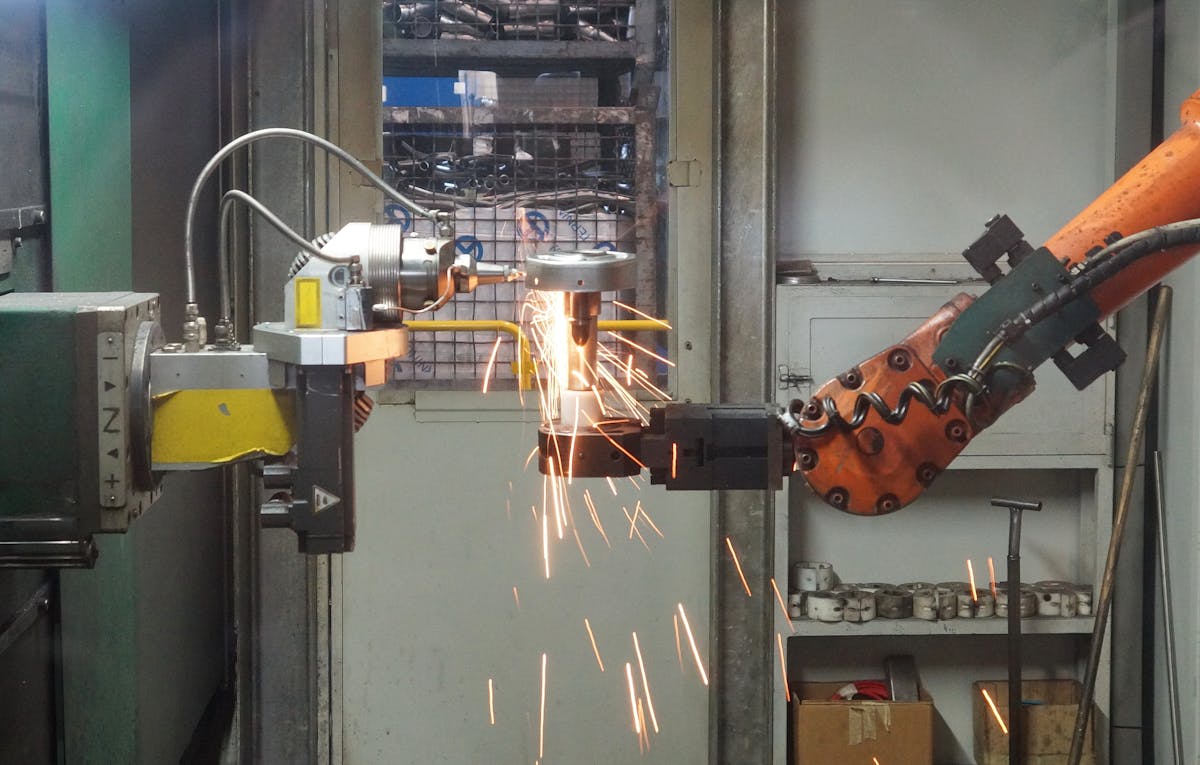
Laser cutting concentrates an amplified light beam (CO₂ or fiber) on a microscopic point, melting or vaporizing the material. Modern fiber systems reach powers of 30 kW or more, enabling the cutting of thick steel at impressive speeds. It is a thermal process, meaning it generates a heat-affected zone.
Technical comparison: waterjet vs laser
Materials: Waterjet can process virtually any material: steel, aluminum, titanium, copper, brass, stone, ceramics, glass, composites, rubber, and plastics. Laser cutting is ideal for metals (steel, stainless, aluminum) but has limitations with reflective materials like copper and brass, and cannot cut stone or ceramics.
Thickness: Water cuts from 0.5 mm to over 200 mm in steel. Laser is more efficient in thin and medium thicknesses (up to 30-40 mm in steel), where it achieves much higher speeds.
Precision: Both technologies offer high precision. Laser achieves ±0.1 mm tolerances in thin gauges. Waterjet with microcutting achieves grooves of 0.3 mm and tolerances below 0.1 mm.
Speed: For thin and medium sheet (up to 15 mm), laser is significantly faster. In thick gauges, the difference narrows and waterjet can be competitive.
Finish: Laser produces clean edges that generally require no rework in thin gauges. Waterjet leaves a slightly rougher finish but with no burrs or oxidation.
Cost: Laser has a lower per-piece cost for medium-large runs of thin sheet. Waterjet is more economical when working with special materials, thick gauges, or parts that cannot tolerate heat.
When to choose waterjet cutting
Choose waterjet when: the material cannot tolerate heat (aerospace titanium, composites, tempered materials), thickness exceeds 30 mm, you need to cut non-metallic materials (stone, ceramics, glass), 5-axis or 3D cutting is required, or the project demands zero metallurgical alteration.
At Cortalia, we process parts up to 12 x 3.5 meters on our OMAX machines, with 5-axis cutting and rotary axis for tubes.
When to choose laser cutting
Choose laser when: working with thin or medium gauge metal sheet, high production speed is needed, runs are medium or large, tube cutting is required (we have machines for tubes up to 12 m and Ø530 mm), or laser marking and engraving for traceability is needed.
Our large-format laser cutting system reaches 13 meters x 3.5 meters with a 5-axis head and 30 kW power, a capability hard to find in the Spanish market.
The advantage of having both technologies
At Cortalia, we integrate both technologies under one roof. This allows choosing the optimal one for each part or even combining them in the same project: laser for thin sheet parts and waterjet for thick or special material components.
Furthermore, both processes integrate with CNC machining, robotic laser welding, and boilermaking, offering complete manufacturing solutions without the need for subcontracting.

Have an industrial project?
Our engineering team provides free consultations. We analyze your project and propose the most efficient solution in terms of quality, lead time, and cost.